油缸管
光軸
直線光軸
導(dǎo)柱
珩磨管
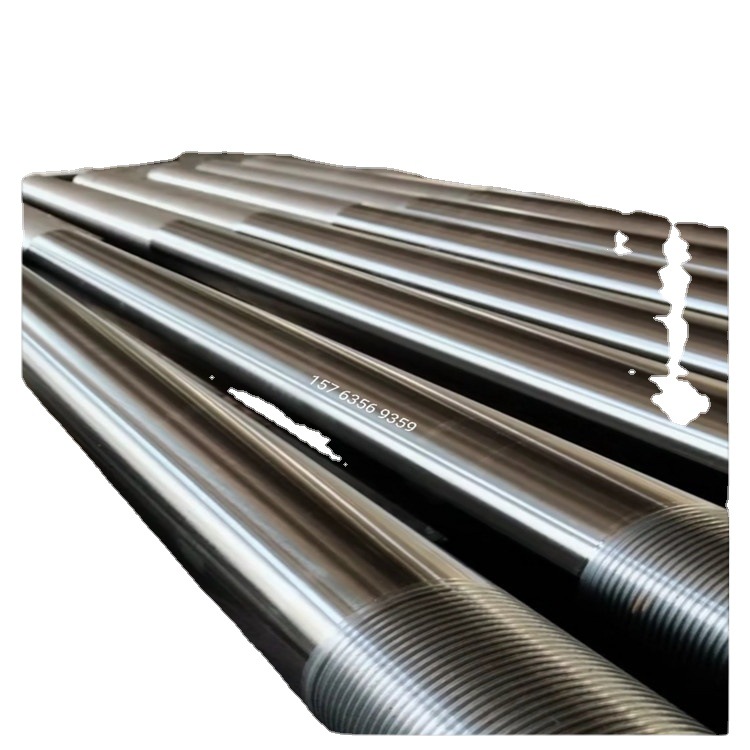
活塞桿
車間展示
聯(lián)系人:紀(jì)經(jīng)理 手 機(jī):133 7097 7910 電 話:0635-8881541 地 址:山東省聊城經(jīng)濟(jì)技術(shù)開(kāi)發(fā)區(qū)廣平鄉(xiāng)紀(jì)高村30號(hào)
全國(guó)咨詢熱線
13370977910
聯(lián)系人:紀(jì)經(jīng)理
電話:0635-8881541
微信:13370977910
地址:山東省聊城經(jīng)濟(jì)技術(shù)開(kāi)發(fā)區(qū)廣平鄉(xiāng)紀(jì)高村30號(hào)
Copyright 山東省金佰德金屬制品有限公司 產(chǎn)品一站式供應(yīng) 備案號(hào):魯ICP備19018493號(hào)-2
<fieldset id="u20us"></fieldset>
<strike id="u20us"></strike>