



















�P(gu��n)����ĥ���ļӹ���ˇ���@�ӵ�
��ĥ�ӹ����o�p䓹ܡ�Һ�����P(gu��n)�I�㲿��
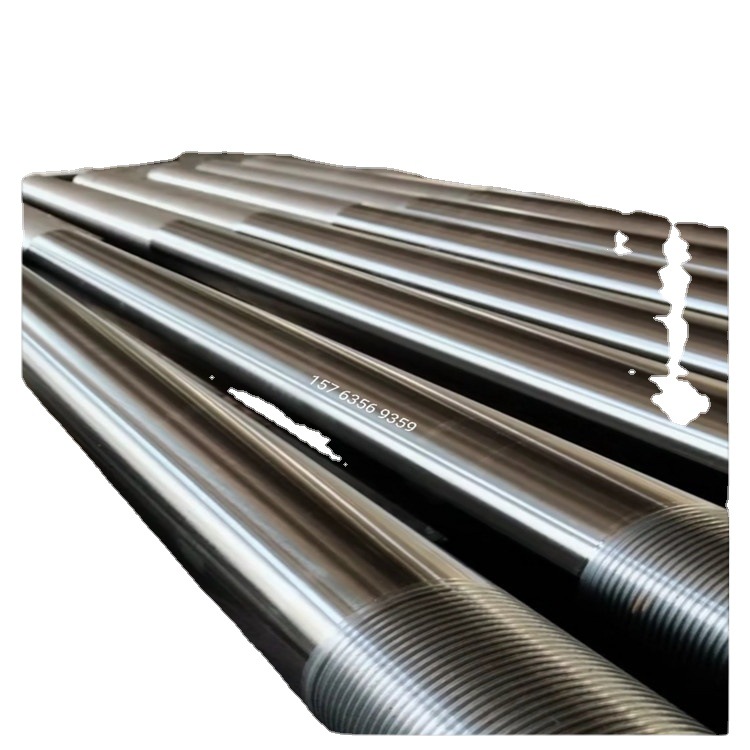
��ĥ����һ�Nͨ�^��ĥ�ӹ���ˇ���a(ch��n)�Ĺܵ�����Ҫ����Һ����Һ��ϵ�y(t��ng)�е��P(gu��n)�I�㲿������ĥ��ͨ���ɟo�p䓹��Ƴ�����(j��ng)�^��ĥ�ӹ��������(n��i)�׳ߴ羫�ȡ�����ֲڶȺ͎��Π�ȶ��õ��@���������M��Һ��ϵ�y(t��ng)�ĸ�Ҫ��12��
��ĥ�ӹ��Ļ���ԭ����ˇ�^��
��ĥ��һ�N�����Ƕ����ĥ�^�ϵ���ʯ��Ҳ�Q��ĥ�l�������������M(j��n)�о����ӹ��ķ�������ĥ�^�������2��10���L�ȼs����L1/3��3/4����ʯ������וr�����D(zhu��n)�\(y��n)���������\(y��n)����ͨ�^���ɻ�Һ�����ƶ�������q���c�ױ���Ľ��|��e�^�����ӹ�Ч���^��1��
��ĥ�ܵ���;�ͷ��
��ĥ�V������Һ��ϵ�y(t��ng)�е����w�ܺ�����Ͳ�������и߾������߹❍�ȵ����c(di��n)�����(n��i)��ڟo���������ܳ��ܸ߉��oй©���m���ڸ��NҺ���O(sh��)��������(j��)��;��ͬ����ĥ�ܿ��Է֞����w�ܺ���Ͳ�ܵ����3��
��ĥ�ܵ����칤ˇ�����a(ch��n)�O(sh��)��
��ĥ�ܵ����칤ˇ��Ҫ������܈����܈����εȷ�������܈�����Ԅ�܈�ܙC(j��)�M�����a(ch��n)������܈����΄tͨ���ڶ�݁ʽ܈�C(j��)����?zh��n)����p�?zh��n)���ΙC(j��)���M(j��n)�����D�����t�nj��ӟ�õĹ��������]�ĔD���AͲ��(n��i)�D�����m�������a(ch��n)ֱ���^С��䓹�4��
��ĥ�ܵ�Ҏ(gu��)��͘�(bi��o)��(zh��n)
��ĥ�ܵ�Ҏ(gu��)���V������܈�ܵ�ֱ�����_(d��)32��630mm���ں�2.5��75mm����܈����Σ��ܵ�ֱ����5��200mm���ں�2.5��12mm�����^�|(zh��)��Ҫ��䓹܃�(n��i)�����o�ѿp���ۯB��܈�۵�ȱ�����ɶ����г�ֱ�Dz����ë��34��
